Bei der professionellen Herstellung von Druckerzeugnissen gibt der Drucker die Geschwindigkeit für alle nachfolgenden Prozessschritte vor. Die Weiterverarbeitung der nahezu endlos erscheinenden bedruckten Papierbahnen muss mit diesem Tempo mithalten und sich bei Schwankungen automatisch und ohne Qualitätsverluste auf diese anpassen. Nachfolgende Antriebseinheiten wurden hierzu hoch dynamisch auf die Papierbahngeschwindigkeit aufsynchronisiert.
Rotierende Messer für Perforation und Schnitt
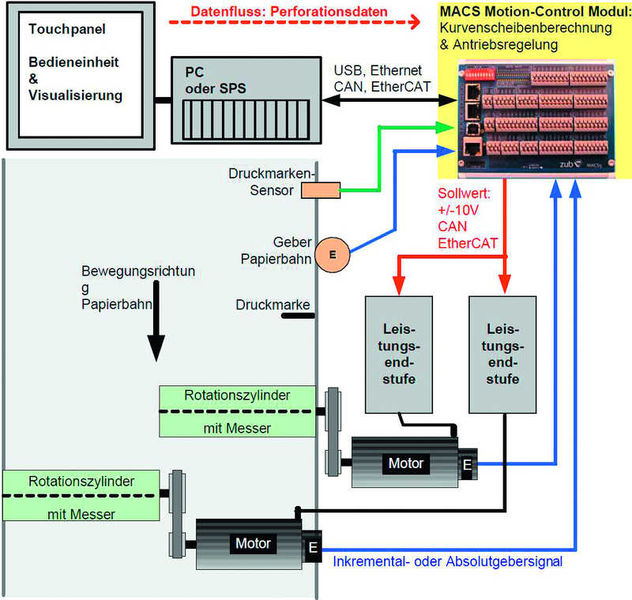
Für das Einbringen von Mikroperforationen und Trennschnitten werden Rotationszylinder verwendet, die mit bis zu vier Messern im 90°-Abstand bestückt sind. Über eine komfortable Bedieneinheit definiert der Anwender die gewünschten Perforations- und Schnittpositionen, die auf Druckmarken bezogen sind. Ein Motion-Control-Modul der zub machine control AG steuert die Rotationszylinder so an, dass zum Eintrittszeitpunkt des Messers in das Papier die Umfanggeschwindigkeit des Zylinders exakt mit der Papierbahngeschwindigkeit übereinstimmt. Nach dem Austreten des Messers aus dem Papier wird die Rotationsgeschwindigkeit des Zylinders so variiert, dass der nächste Messereingriff in das Papier wiederum auf 1/10 mm genau an der gewünschten Stelle erfolgt.
MACS-Baureihe sorgt für eine hohe Dynamik
Die aktuellen Umfangsgeschwindigkeiten der Rotationszylinder müssen in Abhängigkeit von der Papierbahngeschwindigkeit und den Perforationspositionen vom Stillstand bis zur maximalen Drehzahl des Antriebsmotors innerhalb einer Zylinderumdrehung mehrfach variiert werden. Das Motion-Control-Modul der MACS-Baureihe misst mit einem Inkrementalgeber die Papierbahngeschwindigkeit, erfasst über High-Speed-Latching-Eingänge hochgenau die Position der Druckmarken und berechnet für die Perforations- und Schnittpositionen sogenannte dynamische Kurvenscheiben. Die Kurvenscheiben bilden den Soll-Positions-/Drehzahlverlauf des Rotationszylinders in Bezug zur Papierposition ab und dienen zur Steuerung und Regelung der Leistungsendstufen für die Antriebsmotoren.
Flexibilität dank Kurvenscheiben in Echtzeit
Die Onlineberechnung der Kurvenscheibe in Echtzeit im MACS-Motion-Control-Modul ist die Voraussetzung, um Perforationsmuster flexibel von Blatt zu Blatt anzupassen und um auf die vom Drucker vorgegebene, in der Praxis teilweise schwankende Papierbahngeschwindigkeit von 0 bis 200 m/min reagieren zu können. Das MACS-Modul berechnet permanent – in Abhängigkeit vom jeweiligen Prozesszustand, der Papierbahngeschwindigkeit und den Perforationsdaten – die optimale Bewegungskurve des Rotationszylinders und passt diese auch während der Bewegung an. Nur die absolut identische Umfangsgeschwindigkeit des Rotationszylinders beim Eintritt des Messers in die Papierbahn verhindert Papierabrisse oder Papierstaus und erlaubt Perforations- oder Schnittpositionen, die auf 1/10 mm genau sind.
Sinnvolle Arbeitsteilung mit offenen Schnittstellen
Die komplette Motion-Control-Funktionalität ist auf das kompakte MACS-Modul konzentriert und von der übergeordneten Bedienebene wie auch den untergeordneten Leistungsendstufen entkoppelt. Auf der Bedienebene ist über USB, Ethernet, CAN oder EtherCAT die Anbindung von kostengünstigen Netbooks und industrietauglichen Touchpanels auf PC-Basis oder SPS-Systemen realisierbar. Die Auswahl an Leistungsendstufen kann ebenfalls bedarfsgerecht erfolgen. Als typische Schnittstellen gibt es ±10 V, CAN und EtherCAT für die Sollwertvorgabe. Spezifische Anforderungen an die Leistungsendstufe bestehen nicht. Alle Signale von Inkremental- oder Absolutgebern sowie Sensoren werden direkt an das MACS-Motion-Control-Modul angeschlossen. Teure zusätzliche Baugruppen für die Geberauswertung oder Lizenzen für Motion-Control-Bibliotheken entfallen komplett. Es ergibt sich eine transparente und trotzdem kostengünstige Systemlösung mit hoher Flexibilität und Adaptionsfähigkeit.
Effiziente Entwicklung dank parallelem Arbeiten
Die eindeutig zugeordnete Funktionalität der einzelnen Komponenten führt zu klaren Schnittstellen, die auch in der Entwicklung Vorteile bringen. Im konkreten Projekt konnten verschiedene Teams parallel die Bedienoberfläche, die Prozesssoftware und die Motion-Control-Applikation entwickeln, ohne die bei monolithischen PC- oder SPS-Systemen notwendige Zuteilung und den Test von Systemressourcen sowie ohne die Gefahr von «unerwünschten» Nebeneffekten beim Zusammenführen von Softwarepaketen auf einer gemeinsamen Hardwareplattform. Die Aufgabenteilung der Systemkomponenten spiegelt sich in der Applikations- und Geräteentwicklung wider und führt zu einer verkürzten Time to Market und Effizienzsteigerung der beteiligten Teams.
Vielseitige Einsatzvarianten
Identische Zielsetzung ist bei der Antriebsynchronisation immer, dass ein oder mehrere Antriebe einem – eventuell sogar ungeregelten – Leitantrieb in einem festen oder variablen Verhältnis folgen müssen. Typische Aufgabenstellungen, die sich mit den Steuerungen der MACS-Baureihe effizient lösen lassen, sind zum Beispiel die «fliegende Säge», das «elek-tronische Getriebe», die «Königswelle», «CAM-Profiling» und die «Etikettierung on the fly». Anwendungen finden sich in fast allen Industriebereichen. Dabei sind die MACS-Module mit nahezu beliebigen Frequenzumrichtern und Servoverstärkern von 1 W bis 1 MW kombinierbar. Für spezifische Anforderungen von Seriengeräten sind kostenoptimierte OEM-Lösungen und Varianten mit integrierten Endstufen realisierbar.
Infoservice
zub machine control AG
Kastaniensteig 7, 6047 Kastanienbaum
Tel. 041 348 00 30, Fax 041 348 00 39